

常见缺陷的波形特征-超声波探伤仪
缺陷类型判定
在对工件进行探伤时,发现缺陷往往是比较容易的,但要判定是什么类型的缺陷则是超声波探伤中的一大难点。
常规超声波扫描结果包括缺陷回波和缺陷二维图像,根据它们判定缺陷为何种类型需要熟练掌握生产工艺、探伤及仪器使用等知识,还需要大量的实际探伤分析经验。一般可直观地从超声波探伤仪扫描二维图像中总结缺陷的基本形状,如点、线、条、片及体积形状缺陷。
要正确判断缺陷类型,还需要对工件进行低倍检验、金相检验和扫描电镜检验等综合分析。因此,为了方便快捷地判定缺陷类型,小编总结了一下几点缺陷波形特征:
1、白点缺陷
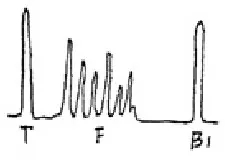
缺陷波为林状波,波峰清晰,尖锐有力,伤波出现位置与缺陷分布相对应,探头移动时伤波切换,变化不快,降低探伤灵敏度时,伤波下降较底波慢。
白点对底波反射次数影响较大,底波1~2次甚至消失。提高灵敏度时,底波次数无明显增加。圆周各处探伤波形均相类似。纵向探伤时,伤波不会延续到锻坯的端头。
2、内裂纹
内裂纹缺陷分为横向内裂纹、中心锻造裂纹及纵向内裂纹。
轴类工件中的横向内裂纹直探头探伤,声速平行于裂纹时,既无底波又无伤波,提高灵敏度后出现一系列小伤波,当探头从裂纹处移开,则底波多次反射恢复正常。斜探头轴向移动探伤和直探头纵向贯穿入射,都出现典型的裂纹波形即波形反射强烈,波底较宽,波峰分枝,成束状。斜探头移向裂纹时伤波向始波移动,反之,向远离始波方向移动。

伤波为心部的强脉冲,圆周方向移动探头时伤波幅度变化较大,时强时弱,底波次数很少或者底波消失。
中心锻造裂纹
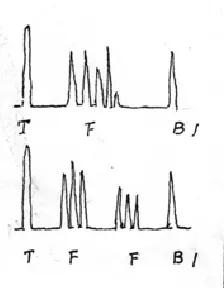
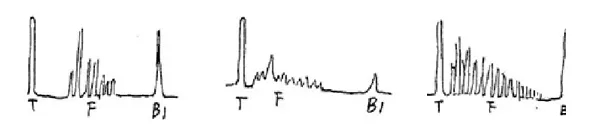
轴类锻件中的纵向内裂,直探头圆周探伤,声束平行于裂纹时,既无底波也无伤波,当探头转动90°时反射波最强,呈现裂纹波形,有时会出现裂纹的二次反射,一般无底波。底波与伤波出现特殊的变化规律(如图)。

纵向内裂纹
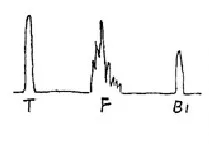
3、缩孔
伤波反射强烈,波底宽大,成束状,在主伤波附近常伴有小伤波,对底波影响严重,常使底波消失,圆周各处伤波基本类似,缩孔常出现在冒口端或热节处。
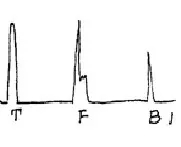
4、缩孔残余
缩孔残余
伤波幅度强,出现在工件心部,沿轴向探伤时伤波具有连续性,由于缩孔锻造变形,圆周各处伤波幅度差别较大,缺陷使底波严重衰减,甚至消失。
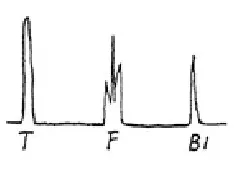
5、夹杂物
夹杂物缺陷又分为单个夹杂缺陷和分散性夹杂物缺陷
单个夹渣伤波为单一脉冲或伴有小伤波的单个脉冲,波峰园钝不清晰,伤波幅度虽高,但对底波及其反射次数影响不大。

单个夹渣通道
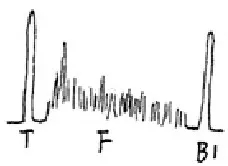
分散性夹杂物,伤波为多个,有时呈现林状波,但波顶园钝不清晰,波形分枝,伤波较高,但对底波及底波多次反射次数影响较小。移动探头时,伤波变化比白点为快。
分散性夹杂物缺陷
6、疏松
锻件中的疏松,在低灵敏度时伤波很低或无伤波,提高灵敏度后才呈现典型的疏松波形,中心疏松多出现心部,一般疏松出现始波与底波之间。疏松对底波有一定影响但影响不大,随着灵敏度提高,底波次数有明显增加。铸件中的疏松对声波有显著的吸收和散射作用,常使底波显著减少,甚至使底波消失,严重的疏松既无底波又无伤波,探头移动时会出现波峰很低的蠕动波形。
7、偏析
偏析缺陷分为锭型偏析和点状偏析。
锭型偏析在通常探伤灵敏度常常无伤波,提高灵敏度后才有环状分布的伤波出现,它对底波反射次数无明显影响,随着探伤灵敏度提高,底波次数明显增加。

锭型偏析
点状偏析的声学反射特性较好,波形界于草状之间,伤波出现位置与偏析点的分布有关。
8、晶粒粗大
晶粒粗大的波形是典型草状波伤波丛集,如密生草状,伤波模糊不清晰,波与波之间难
于分辨,移动探头时伤波跳动迅速,通常探伤灵敏度,底波次数很少,一般1~2次,无伤波,提高灵敏度后底波次数无明显增多,在一次底波前出现草状波,改换低频率探伤,底波次数明显增多或恢复正常,一般不再出现草状波。
板状(或两面平行的块状)工件,超声波(纵波)探伤时的多次反射底波是均匀的按指数的线递减的多次脉冲波。
只有当探头移动到工件边缘时,由于工件不光滑和超声波打到侧面而产生迟到回波。

板状工件多次反射波形
 渝公网安备 50010902001682号
渝公网安备 50010902001682号